案例:1-03
瑞祥模具厂
---电炉计算机群控系统
前言:山东济宁模具厂(济宁瑞祥模具有限责任公司)技术力量雄厚,专业技术人员90余人,其中高级技术人员30余人。是国家制造计量器具专业生产许可单位,ISO9001:2008国际质量管理体系认证企业。中国模具工业协会成员单位,山东模具工业协会理事成员。是中国无损检测学会委员会委员单位,全国无损检测仪器分标委会委员单位,无损检测用试块的专业生产厂,是全国无损检测标准化技术委员会委员单位,是辽宁省无损检测学会理事单位,广东省机械工程学会无损检测分会授予的 “特邀理事单位”,深圳市机械工程学会无损检测分会“特邀理事单位”,甘肃省无损检测专业委员会委员单位,是中国专利山东明星企业,济宁发明协会理事单位,济宁市级技术中心,2010年被认定为“国家级高新技术企业”。

 一、设计条件及要求
一、设计条件及要求
|
设备技术规格 |
|
序号 |
名称 |
额定功率 |
控温点 |
控制方式 |
最高温度 |
备注 |
|
1 |
1#箱式炉 |
75KW |
1区 |
程序控温+8段 |
|
需配控制柜 |
|
2 |
2#台车炉 |
120KW |
1区 |
程序控温+8段 |
|
有控制柜、更换仪表 |
|
3 |
3#台车炉 |
110KW |
1区 |
程序控温+8段 |
|
有控制柜、更换仪表 |
|
4 |
4#箱式炉 |
75KW |
1区 |
程序控温+8段 |
|
需配控制柜 |
|
5 |
5#箱式炉 |
75KW |
1区 |
程序控温+8段 |
|
需配控制柜 |
|
6 |
6#箱式炉 |
45KW |
1区 |
程序控温+8段 |
|
需配控制柜 |
|
7 |
7#箱式炉 |
15KW |
1区 |
程序控温+8段 |
|
需配控制柜 |
|
8 |
8#箱式炉 |
20KW |
1区 |
程序控温+8段 |
|
需配控制柜 |
二、方案简介
1、设计原则
本方案依据用户提供的电炉有关技术资料和对控制系统的基本技术要求,针对热处理生产工艺特点和操作习惯而设计。在保证系统可靠性的前提下,本着技术先进、质量可靠、便于维护的原则,最大限度地追求系统的性能价格比。
在系统先进性方面:系统结构模式、工艺参数控制调节方式保持与国内外先进技术良好同步,以确保投资者利益。
在系统可靠性方面:设备选型所采用设备或器件均是我们长期使用、实践证明是可靠的产品,即主要设备或器件采用进口品牌,辅助器件选用国内知名品牌;主回路电器额定容量与实际工作电流保持足够余量。
2、系统概述
该系统采用上、下位机两级监控。上位机集中监控管理,下位机分别控制每台电炉设备,组成集散式控制系统。
上位机采用工业控制计算机,主要负责各台电炉炉温、运行时间等工艺参数集中显示;工艺的编辑;建立存储工件原始档案、历史曲线、数据记录、
报警记录及生产报表的生成及打印等功能.
下位机即电炉控制柜,以日本岛电智能PID调节器和晶闸管(固态)调功器为主要部件,构成电炉恒温控制系统。
上、下位机之间通过RS-485工业现场总线进行通讯;正常情况下,下位机完全接受工控机的指令对电炉炉温和工艺时间进行控制;特殊情况下,下位机脱离工控机,直接对电炉炉温和工艺时间进行控制,炉温和工艺时间可通过仪表面板按键进行设定。
附系统结构框图
四、基本功能
1、工控机(上位机)基本功能
1.1 主控界面:
集中显示各炉温、运行时间;并支持炉温、运行时间设定值在线修改。
电炉加热开启、暂停、工艺结束手动、自动控制功能。
A、1#~8#炉工件出炉前(如10分钟)报警提示及工艺结束报警(语音)提示功能。
B、1#~8#各设两种报警(语音,1工件出炉预报警、2工件工艺结束报警)提示功能,如:“一号炉时间到准备出炉”,“一号炉工艺结束请立即出炉”,┅┅。
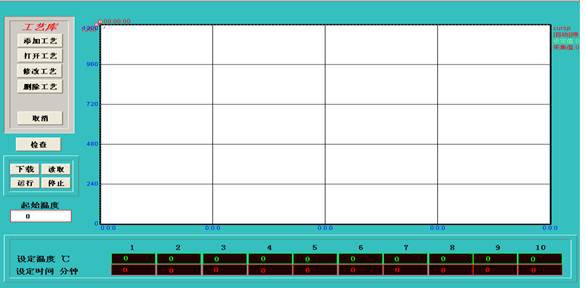
 1.2 工艺编辑 :
1.2 工艺编辑 :
可将所有工件生产工艺编辑好,编号存储在工艺库内,使用时只要选定该工件工艺编号或工件名称则自动选定对应工艺。
 1.3 报警点记录:
1.3 报警点记录:
记录报警时间、报警值、炉号并存储以备查询。
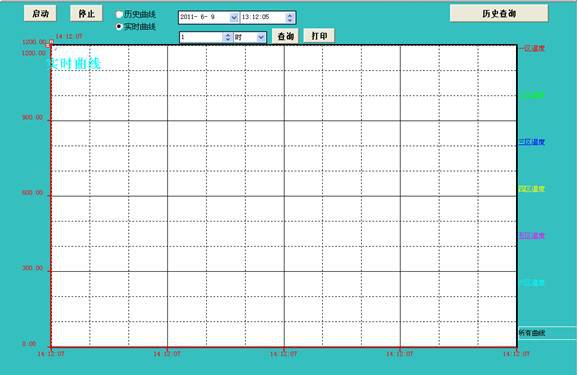
 1.4 历史数据曲线:
1.4 历史数据曲线:
以历史数据表和历史曲线两种方式记录历史数据,并支持历史记录的追忆查询,历史记录可存储3年或更长。历史曲线纵、横坐标显示范围可调,适用于多种炉温范围显示。
 1.5 生产管理:
1.5 生产管理:
根据用户要求编制生产报表,并具有手动打印和定时自动打印功能。
每批产品的批次号、工件名称、装炉时间、出炉时间、保温时间、加热温度、数量、炉号、操作工姓名等自动存档。
1.6 授权限制:
被授权人员(如工艺工程师)输入密码后,可对重要工艺数据或控制参数进行修改。一般操作工不能进行该操作。

2、 控制柜(下位机)基本功能
2.1
炉温自控:采用日本岛电智能PID调节仪,晶闸管调功器采用过零触发技术,根据炉温调整电炉有效输入功率,实现自动控温。智能PID调节配置485通讯接口,与上位机实现双向信息传输。
2.3
自动/手动无扰动切换:自动控制不稳定时可手动调节电炉输入功率。
2.4 超温报警联锁:当炉温超过报警值时,声光报警器报警并自动切断电炉供电,炉温正常后自动恢复。
2.5
安全保护:内置专用快速熔断器和自动空气断路器作为过电流和过电压保护,大大提高系统的安全保护性能。
2.6 电压、电流指示,电炉工作状态指示。
五、系统基本配置
|
1、上位机-工控机系统基本配置 |
|
序号 |
名称 |
规格描述 |
数量 |
备注 |
|
1 |
工控机 |
PIV2.8/256M/120G/,
DVD光驱等 |
1套 |
研祥原装 |
|
2 |
显示器 |
19”液晶 |
1台 |
研祥原装 |
|
3 |
语音卡+音箱 |
|
1套 |
|
|
4 |
打印机 |
激光A4 |
1台 |
惠普 |
|
5 |
通讯卡 |
|
1只 |
|
|
6 |
热处理控制软件 |
ZKAM |
1套 |
中控 |
|
7 |
组态软件 |
|
1套 |
中控 |
|
8 |
微机桌 |
标配 |
1套 |
|
|
9 |
不间断电源 |
1000VA,后备式 |
1台 |
|
|
|
其他 |
包括屏蔽电缆、通讯连接器、电源插排等 |
1套 |
|
|
2、下位机――控制柜基本配置 |
|
1 |
控制柜 |
GGD,高1800×宽700×厚450(mm) |
6台 |
|
|
2 |
智能调节仪 |
PID调节,0.2级,带通讯口 |
6只 |
日本岛电 |
|
3 |
功率调整器 |
JTB-3/120,内置快熔、风机 |
6只 |
济宁中控 |
|
4 |
空气开关 |
DZ20-150 |
6只 |
国产名牌 |
|
5 |
电压表 |
|
6只 |
国产名牌 |
|
6 |
电流互感器 |
|
18只 |
国产名牌 |
|
7 |
电流表 |
|
18只 |
国产名牌 |
|
8 |
顶置声光报警器 |
|
6只 |
|
|
9 |
附 件 |
按钮、指示灯、小开关、导线、端子、维修插座照明等 |
6套 |
|
六、项目实施
1、瑞祥模具厂(甲方)负责:
1.1 从动力电缆、控制电缆、补偿导线敷。
1.2控制柜安装和基础制作。
1.3 配备具有一定专业知识的专业技术人员两名,配合电炉控制柜及系统安装调试工作,并接受乙方的系统培训。
2、济宁中控自动化设备有限公司(乙方)负责:
2.1 电炉控制柜的设计制作生产,保证按合同期交货。
2.2 电炉控制柜的安装、调试,直至系统运行稳定。满足工艺要求。
2.3 负责系统软件的设计及现场调试,满足工艺要求。
2.4提供详细设计图纸及相应的技术资料。
2.5 对甲方专业维护人员、操作人员的进行技术培训。
3、项目进度
自合同签定生效之日起,乙方在二十个工作日内完成整套系统的设计、生产。在现场具备条件情况下5个工作日内完成安装、调试工作。
七、质量保证与技术服务
1、质量保证:
质保期为自系统投入运行并验收合格之日起
壹年。质保期内质量问题全免费服务;质保期后终身负责维修。
2、技术服务
合同签订后,本公司工程技术人员将与甲方有关工程技术人员进行详细的技术交底,并对甲方负责的分项工程提出参考性意见,以保证系统设计的完美、准确。
系统调试过程中有专人负责现场调试并跟踪试生产2~3批。
系统交付使用后,出现问题本公司技术服务人员保证在24小时内到达甲方生产现场。无论何种原因造成的事故和故障,都要尽最大努力先解决问题,保证生产正常。
3、备件供应:
系统中关键元器件,在本公司均各有一定数量的库存,以保证维修工作及时进行。
4、技术
培训内容:
在系统调试过程中,本公司派有关工程技术人员对甲方操作员、电仪维修人员及工艺工程师针对该控制系统进行技术培训。培训内容如下:
操作员工:、控制柜基本功能操作、仪表基本功能操作。
工艺工程师:工艺编辑方法;工艺参数设置修改。
电仪维修人员:控制系统基本原理、控制柜接线、仪表安装调试方法。
5
、技术资料:包括电炉控制柜设计图纸、仪表使用说明书 、上位机系统操作说明书。

 鲁公网安备 37081102000389号
鲁公网安备 37081102000389号