-

-
自主知识产权的专业产品供应商和系统集成商
自动化控制领域掌握行业领先技术
全国免费咨询热线0537-2160199
自动化控制领域掌握行业领先技术
全国免费咨询热线0537-2160199
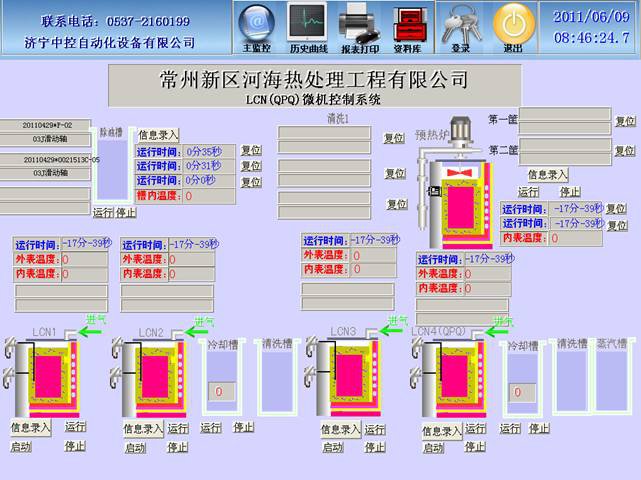
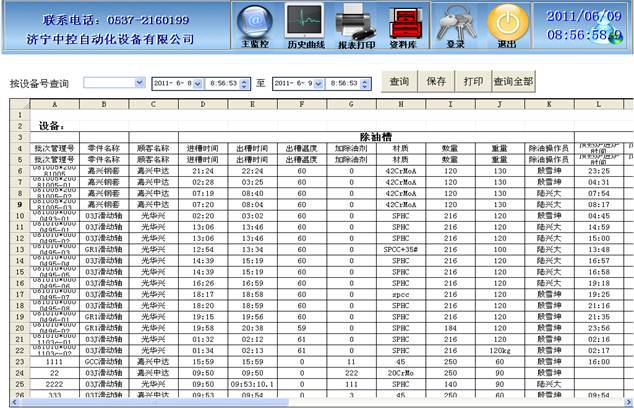
| 序号 | 名称 | 额定功率 | 控温点 | 检测点 | 控制方式 | 最高温度 | 备注 |
| 1 | 除油槽 | 20KW | 1区 | 1 | 恒温+3段定时 | ||
| 2 | 预热炉 | 45KW | 1区 | 2 | 恒温+2段定时 | ||
| 3 | 1#LCN炉 | 35KW | 1区 | 2 | 恒温+1段定时 | ||
| 4 | 2#LCN炉 | 35KW | 1区 | 2 | 恒温+1段定时 | ||
| 5 | 3#LCN炉 | 35KW | 1区 | 2 | 恒温+1段定时 | ||
| 6 | 4#LCN炉 | 35KW | 1区 | 2 | 恒温+1段定时 | ||
| 7 | 1#热水冷却槽 | 20KW | 1区 | 1 | 恒温 | ||
| 8 | 2#热水冷却槽 | 20KW | 1区 | 1 | 恒温 |

| 序号 | 名称 | 规格描述 | 数量 | 备注 |
| 1 | 工控机 |
PIV2.8/256M/120G/, DVD光驱等 |
1套 | 研祥原装 |
| 2 | 显示器 | 19”液晶 | 1台 | 研祥原装 |
| 3 | 语音卡+音箱 | 1套 | ||
| 4 | 打印机 | 激光A4 | 1台 | 惠普 |
| 5 | 通讯卡 | 1只 | ||
| 6 | 热处理控制软件 | ZKAM | 1套 | 中控 |
| 7 | 组态软件 | 1套 | 三维力控 | |
| 8 | 微机柜 | 700×1800×600 | 1面 | |
| 9 | 不间断电源 | 1000VA,后备式 | 1台 | |
| 其他 | 包括屏蔽电缆、通讯连接器、电源插排等 | 1套 |
| 序号 | 名称 | 规格描述 | 数量 | 备注 |
| 一 | 1#柜(LCN3#、4#炉、除油、热水槽2) | |||
| 1 | 控制柜 | GGD,按设计图纸加工 | 1台 | |
| 2 | 智能调节仪 | PID调节,0.2级,带通讯口 | 4只 | 日本SHINKO |
| 3 | 智能数显控制仪 | 0.3级,带通讯口 | 2只 | 国产名牌 |
| 4 | 定时器 | HB3A-N | 4只 | 欧姆龙 |
| 5 | 功率调整器 | JTB-3/60,内置快熔、风机 | 2只 | 济宁中控 |
| 功率调整器 | JTB-3/40,内置快熔、风机 | 2只 | 济宁中控 | |
| 6 | 空气开关 | DZ20-100 | 4只 | 国产名牌 |
| 7 | 电压表 | 1只 | 国产名牌 | |
| 8 | 电流互感器 | 10只 | 国产名牌 | |
| 9 | 电流表 | 4只 | 国产名牌 | |
| 10 | 转换开关 | 4只 | 国产名牌 | |
| 12 | 多路声光报警器 | 1只 | 国产名牌 | |
| 13 | 顶置声光报警器 | 1只 | ||
| 附 件 | 按钮、指示灯、小开关、导线、铜排、端子、维修插座照明等 | 1套 | ||
| 二 | 2#柜(控制1#、2#LCN炉、预热炉、热水槽) | |||
| 1 | 控制柜 | GGD, 按设计图纸加工 | 1台 | |
| 2 | 智能调节仪 | PID调节,0.2级,带通讯口 | 4只 | 日本SHINKO |
| 3 | 智能数显控制仪 | 0.3级,带通讯口 | 2只 | 国产名牌 |
| 4 | 定时器 | HB3A-N | 5只 | 欧姆龙 |
| 5 | 功率调整器 | JTB-3/60,内置快熔、风机 | 2只 | 济宁中控 |
| 功率调整器 | JTB-3/75,内置快熔、风机 | 1只 | ||
| 功率调整器 | JTB-3/40,内置快熔、风机 | 1只 | ||
| 6 | 空气开关 | DZ20-100 | 4只 | 国产名牌 |
| 7 | 电压表 | 1只 | 国产名牌 | |
| 8 | 电流互感器 | 10只 | 国产名牌 | |
| 9 | 电流表 | 4只 | 国产名牌 | |
| 10 | 转换开关 | 4只 | 国产名牌 | |
| 11 | 多路声光报警器 | 1只 | 国产名牌 | |
| 12 | 顶置声光报警器 | 1只 | ||
| 13 | 附 件 | 按钮、指示灯、小开关、导线、端子、维修插座照明等 | 1套 | |
防爆数显表_隔爆数显表_防爆区数显表_济宁中控自动化设备有限公司 地址:山东省济宁市仙营路5号(市商务局院内)
Copyright © 防爆数显表_隔爆数显表_防爆区数显表_济宁中控自动化设备有限公司 版权所有 技术支持: 济宁网络推广 联系电话:0537-2160199
 鲁公网安备 37081102000389号
鲁公网安备 37081102000389号